Dobór odpowiedniej elektrody wolframowej ma bezpośredni wpływ na stabilność łuku, wygląd spoiny oraz komfort pracy. Początkujący spawacze często kierują się wyłącznie kolorem oznaczenia elektrody, nie wiedząc, jakie są rzeczywiste różnice między poszczególnymi rodzajami. W tym poradniku wyjaśniamy, jakie elektrody wolframowe stosować do stali, nierdzewki i aluminium, bazując na najpopularniejszych i najbardziej sprawdzonych rozwiązaniach na rynku.
Dlaczego wybór elektrody wolframowej jest tak ważny?
Elektroda wolframowa odpowiada za przewodzenie prądu i utrzymanie stabilnego łuku spawalniczego. Zanim jednak przejdziesz do jej wyboru, warto zrozumieć sam proces – zobacz, jak działa spawarka TIG i co wpływa na proces powstawania łuku. Prawidłowy dobór komponentów determinuje kluczowe parametry pracy:
- Zajarzenie łuku: Właściwy skład chemiczny ułatwia start i stabilne prowadzenie łuku.
- Trwałość elektrody: Odpowiedni materiał zapobiega szybkiemu upalaniu się i degradacji końcówki.
- Jakość spoiny: Stabilny łuk minimalizuje ryzyko powstawania wad spawalniczych i wtrąceń wolframu.
- Zastosowanie przy AC i DC: Różne domieszki tlenków decydują o tym, czy elektroda zachowuje swoje właściwości przy prądzie przemiennym (AC), czy stałym (DC).
Błędny dobór elektrody jest najczęstszą przyczyną niestabilności łuku, błądzenia plazmy oraz przyspieszonego zużycia materiałów eksploatacyjnych uchwytu TIG.
Jak odczytywać kolory elektrod TIG?
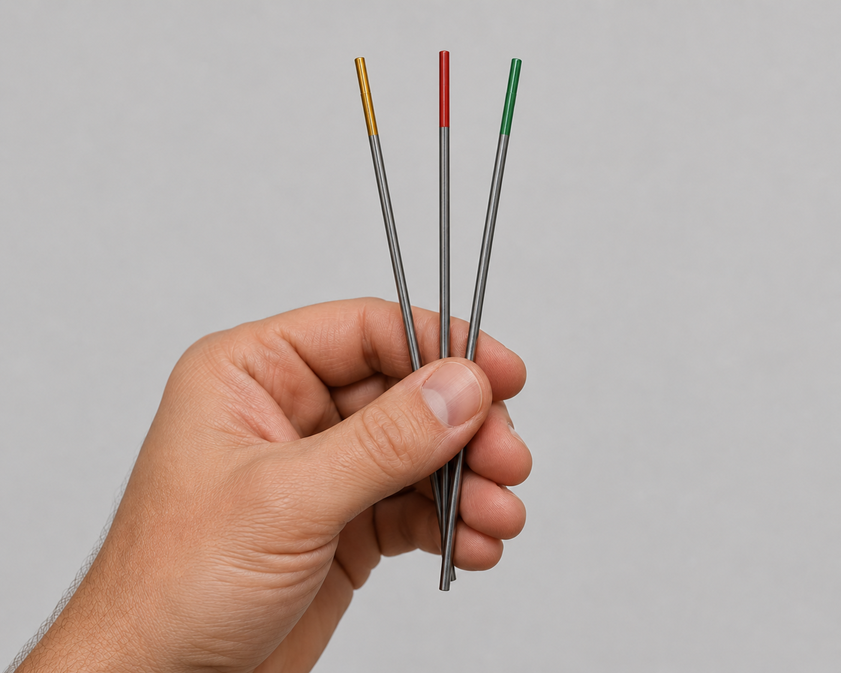
Kolory na końcówkach elektrod TIG ułatwiają szybką identyfikację ich składu chemicznego oraz zawartych domieszek, które poprawiają parametry emisji elektronów. Trzy poniższe rodzaje stanowią absolutny fundament w spawalnictwie i w zupełności wystarczą do każdego zadania warsztatowego.
Elektroda złota (WL15)
- Charakterystyka: Zawiera 1,5% tlenku lantanu. To obecnie najbardziej uniwersalna i poszukiwana elektroda na rynku.
- Prąd spawania: AC i DC.
- Zastosowanie: Stal czarna (węglowa), stal nierdzewna oraz aluminium (na nowoczesnych inwerterach). Charakteryzuje się znakomitą stabilnością łuku i bardzo łatwym zajarzaniem, również wtórnym na gorąco. Bezpieczna i wszechstronna – doskonały pierwszy wybór.
Elektroda zielona (WP)
- Charakterystyka: Czysty wolfram, bez żadnych domieszek tlenków.
- Prąd spawania: AC (prąd przemienny).
- Zastosowanie: Przeznaczona typowo do spawania aluminium. Podczas pracy jej końcówka naturalnie i ładnie formuje się w kulkę, co jest kluczowe przy spawaniu prądem przemiennym, zwłaszcza na klasycznych maszynach transformatorowych.
Elektroda czerwona (WT20)
- Charakterystyka: Zawiera domieszkę tlenku toru.
- Prąd spawania: Głównie DC (prąd stały).
- Zastosowanie: Elektroda do spawania stali czarnej oraz nierdzewnej. Ceniona przez doświadczonych spawaczy za wyjątkowo stabilny łuk i odporność na wysokie obciążenia prądowe. Wskazówka: Podczas jej ostrzenia należy zachować podstawowe zasady BHP (stosować maskę ochronną lub odciąg pyłu).
A co z elektrodami szarymi i niebieskimi? Na rynku można czasem spotkać również elektrody szare (z cerem) lub niebieskie (z 2% lantanu). Choć stanowią one alternatywę, w codziennej praktyce warsztatowej złota, zielona i czerwona w zupełności wystarczają, by pokryć 100% zapotrzebowania na spawanie stali, kwasówki czy aluminium. Złota elektroda z powodzeniem przejmuje rolę innych elektrod uniwersalnych.
Dowiedz się również, dlaczego spoina TIG zmienia kolor podczas spawania nierdzewki i co oznaczają poszczególne barwy.
Jaką elektrodę wybrać do konkretnego materiału?
Wybór zależy od rodzaju spawanego metalu oraz rodzaju prądu:
- Do stali konstrukcyjnej (czarnej): Najlepiej sprawdza się elektroda złota (uniwersalna) oraz czerwona (tradycyjna, bardzo stabilna na DC).
- Do stali nierdzewnej (kwasoodpornej): Rekomendowane są elektrody złote oraz czerwone ze względu na doskonałe skupienie łuku przy wymagających spoinach estetycznych.
- Do aluminium: Optymalny wybór to elektroda zielona (tradycyjne formowanie kulki na AC) lub elektroda złota (świetnie radząca sobie z aluminium przy nowoczesnych spawarkach inwerterowych).
Praktyczna wskazówka z warsztatu: Podczas spawania aluminium nowoczesnymi inwerterami z funkcją AC, elektrodę złotą można naostrzyć na lekki stożek ze ściętym wierzchołkiem. Urządzenie samo odpowiednio uformuje koniec, co pozwoli uzyskać węższy i bardziej skupiony łuk. Jeśli szukasz urządzenia obsługującego ten tryb, sprawdź nowoczesne spawarki TIG w naszym sklepie.
Jak dobrać średnicę elektrody wolframowej?
Średnicę elektrody dobiera się bezpośrednio do grubości materiału oraz planowanego natężenia prądu spawania. Najpopularniejszy standard warsztatowy obejmuje cztery główne wymiary:
- 1,6 mm: Uniwersalna, podstawowa średnica do większości cienkich profili, rurek i blach (prąd do ok. 140 A).
- 2,0 mm: Doskonały kompromis, coraz chętniej wybierany przez spawaczy. Idealnie wypełnia lukę między 1,6 a 2,4 mm, sprawdzając się przy precyzyjnych pracach na średnich grubościach materiału (prąd do ok. 180 A).
- 2,4 mm: Najczęstszy wybór do ogólnych prac konstrukcyjnych i grubszych materiałów (prąd do ok. 220 A). To absolutny "must-have" w każdym warsztacie.
- 3,2 mm: Stosowana przy grubych elementach wymagających wysokich prądów spawania (powyżej 220 A).
Warto wiedzieć: Na rynku istnieje jeszcze średnica 1,0 mm, jednak jej zastosowanie ogranicza się wyłącznie do ultraprecyzyjnych prac jubilerskich, modelarskich lub spawania blach o grubości folii przy minimalnych prądach. Do standardowych prac warsztatowych zestaw od 1,6 mm do 3,2 mm jest w pełni wystarczający.
Sama średnica to jednak połowa sukcesu – zobacz nasz kolejny poradnik i dowiedz się, jak dobrać parametry TIG do grubości materiału, aby precyzyjnie ustawić amperaż i przepływ gazu.
Najczęstsze błędy przy użytkowaniu elektrod TIG
- Zła średnica elektrody: Zbyt cienka elektroda topi się i wpada do jeziorka; zbyt gruba powoduje niestabilny, błądzący łuk przy niskich prądach.
- Brak lub nieprawidłowe ostrzenie: Ostrzenie w poprzek zamiast wzdłuż osi elektrody powoduje niestabilność i błądzenie łuku.
- Przegrzewanie: Wynika z przekroczenia dopuszczalnego natężenia prądu dla danej średnicy lub zbyt małego przepływu gazu osłonowego.
- Używanie zanieczyszczonej elektrody: Brak oczyszczenia lub ponownego naostrzenia elektrody po przypadkowym dotknięciu jeziorka spawalniczego obniża jakość spoiny.
- Zbyt duże natężenie prądu: Prowadzi do natychmiastowego zniszczenia geometrii ostrza elektrody.
Zła eksploatacja elektrody to tylko jeden z problemów. Przeczytaj nasz pełny poradnik i poznaj TOP 5 najczęstszych błędów w spawaniu TIG, aby uniknąć poprawek w swoich projektach.
Jakie elektrody TIG wybrać na początek?
Kompletując wyposażenie stanowiska spawalniczego, nie trzeba inwestować w nieskończoną liczbę wariantów kolorystycznych. Najbardziej optymalnym i w zupełności wystarczającym zestawem dla każdego spawacza są klasyczne elektrody złote, zielone oraz czerwone. Odpowiedni dobór ich średnicy (w zakresie od 1,6 mm do 3,2 mm) oraz prawidłowe przygotowanie ostrza pozwolą uzyskać maksymalnie stabilny łuk i doskonałą jakość spoiny niezależnie od tego, czy pracujesz ze stalą, stalą nierdzewną czy aluminium.
Wszystkie opisywane elektrody wolframowe oraz inne niezbędne materiały eksploatacyjne do uchwytów znajdziesz w naszym sklepie w kategorii Części TIG.